Разновидности паяльных паст
Содержание:
- Выпаивание деталей из плат одним паяльником
- Технология использования пасты
- Свойства
- Изготовление в домашних условиях
- Температурный режим
- Зачем нужна паяльная паста
- Что это такое и для чего нужны?
- Паяльная паста и ее свойства
- Основные этапы работ
- Разновидности
- Хранение
- Паяльная паста и ее свойства
- Использовать
- Обзор видов
- Как самому сделать паяльную пасту
- Важные технические характеристики
- Разновидности
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
для начала необходимо очистить, обезжирить и просушить плату;
после этого плату необходимо надежно зафиксировать в горизонтальном положении;
в отмеченных точках соединения равномерно наносится паста;
мелкие детали устанавливаются на поверхность платы;
иногда требуется дополнительная обработка составом ножек токопроводящих микросхем;
прогревать установленные SMD-компоненты можно феном;
когда припой полностью испарится, температуру плавки можно увеличить;
паять необходимо осторожно, соблюдая все необходимые требования безопасности;
после работы плату нужно остудить и промыть.
Для монтажа микросхем применяются паяльники с температурой в пределах +250…+300°С. Нежелательно брать для такой работы устройства с конусовидными насадками. Чтобы добиться максимальной эффективности, следует воспользоваться тонкой проволокой для контакта пасты с паяльным жалом.
SMD-компоненты также можно припаять по следующей схеме:
- детали устанавливаются на площадку;
- паяльная паста наносится на ножки;
- под воздействием паяльника пастообразная субстанция равномерно растекается по зоне контакта;
- элементы остывают и очищаются.

Для пайки кабелей паста наносится на них в зоне соединения. После этого к массе прикладывается паяльное жало.
Свойства
Вязкость
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Для увеличения эффективности паяльной массы в нее можно добавить немного хлористого аммония. В готовой смеси концентрация этого ингредиента не должна превышать 5-10%. Заменить аммоний можно анилином солянокислым. Хранить вещества необходимо в герметичных емкостях и вдали от домашних питомцев и детей.
Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью.
Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от –20 до 5°С.
Зачем нужна паяльная паста
Она отличается от обычного проволочного припоя своей пастообразной формой.



Какую пасту купить
Самый популярный производитель — это Mechanic. Продается в шприцах и баночках. Температура плавления 180 °C. Хранится при температуре от 0 до +10°C.
С каким флюсом использовать
Спирто-канифоль и паяльный жир не подходят. Они много дымят и плохо смачивают поверхность шариков, которые сформировались после пасты. Лучше используйте пастообразные флюсы.
Их бюджетных вариантов подойдет RMA 223 или его высококачественные клоны.
Отечественный флюс Interflux (интерфлюкс) IF 8300.
Из дорогих и проверенных можно попробовать Martin HT00.0017.

Применение
Применяется в основном для BGA, SMD, восстановления контактов и пайки разъемов.


Восстанавливать контакты можно за счет тех самых микрошариков. Они создают обширную залуженную поверхность под воздействием температуры.

Хранение
В темном месте и всегда закрытой. Она может высохнуть, и восстановить ее прежние свойства можно с помощь флюса. Но былого качества уже не будет.
Можно сделать свою пасту дома. Она не будет такой же по качеству, как заводская. Зато удобно наносить.
Что это такое и для чего нужны?
Паста для пайки — это вязкая структура, которая имеет в своём составе припой, флюс, различные летучие растворители, а также специальные клейкие компоненты. В зависимости от химического состава флюса и припоя могут варьироваться температура плавления, техника работы, а также варианты отмывки печатной платы.
Известно, что пайка для соединения элементов допускается при использовании любых материалов, температура плавления которых на несколько уровней ниже, чем температура плавления этих самых деталей. Именно поэтому для простейших бытовых схем в домашних условиях чаще всего в ход идет припой вместе с флюсом либо кислотой. Паяльные пасты в своем составе содержат сразу 2 компонента, а также их всевозможные примеси, благодаря чему ход пайки многократно ускоряется. Помимо того, такие пасты нашли самое широкое применение при изготовлении электроприборов.
В качестве базовых материалов в качестве припоя подбирают сплавы со свинцом, а также оловом либо серебром, однако максимальное хождение получила бессвинцовая паяльная паста.
Флюс в структуре выполняет функции обезжиривателя. Помимо этого, для успешного выполнения работы потребуется клейкий связующий компонент – он существенно облегчает фиксацию SMD-элементов на рабочие платы. При этом чем больше габариты платы, тем более насыщенной будет элементарная плотность, и тем актуальнее применение пасты для выполнения пайки.
Пасты нашли повсеместное применение и в производстве. Они применяются для лужения кузова автомобиля, проведения поверхностного монтажа, ремонта проводов и пайки светодиодов.
К основным преимуществам материала относят удобство нанесения, а также чистоту печатной платы, которая достигается благодаря точно дозированному нанесению состава. Единственный минус таких паст — это недолгий срок годности, в среднем он не превышает полугода. После этого консистенция пасты начинает разделяется на фазы, и средство становится непригодным для эксплуатации.
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.

Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C. В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Основные этапы работ
Полученный порошок автор смешивает с солью. Причем нужно использовать только соль крупного помола (мелкая не подойдет). После этого измельчаем порошок пестиком.

Далее готовый порошок заливается водой — нужно несколько раз промыть осадок. Потом осадок надо отжать и высушить на батарее (около 10 минут). слипшиеся комочки растираются в мелкий порошок.
Cоветуем: Распиловочный станок по дереву своими руками

На следующем этапе порошок нужно разделить на фракции. И для этого автор использует крахмал, из которого надо сделать жидкий кисель. Перед тем, как добавлять порошок, его нужно разбавить водой, иначе будут комки.

Крахмал можно заменить желатином, комочков гарантированно не будет, но придется ждать пару часов, пока желе остынет и схватится.
В конечном итоге получаем мелкий осадок и крупный осадок. Пересыпаем их по разным коробочкам. Для пасты, конечно же, лучше использовать мелкий порошок.

Разновидности
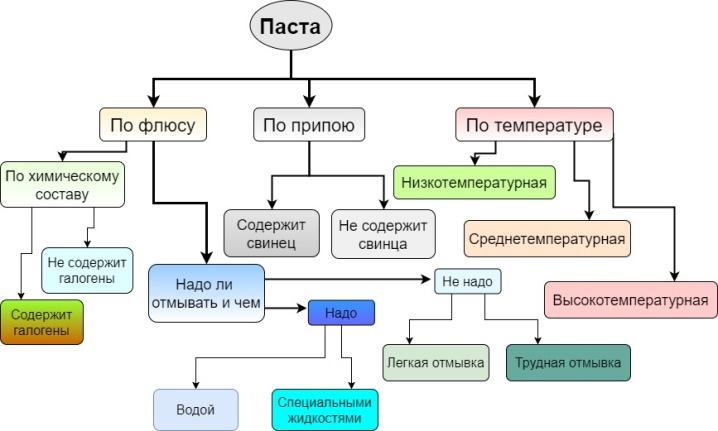
На рынке широко представлена продукция лучших производителей паяльной пасты под брендами Qualitek, UNIVERSAL, Felder, HERAEUS, ALPHA и т.д. Вся ассортиментная линейка может делиться на группы по видам:
- По химическому составу флюса – галогенсодержащие и без галогенов.
- По потребности в отмывании – требующие обработки и не требующие. Пасты первого вида могут отмываться водой (водорастворимые) или специальными жидкостями.
- В зависимости от припоя – содержащие свинец и бессвинцовые.
- По температуре – низко, средне и высокотемпературные.

Если паста не смывается водой, то в ее составе присутствует канифоль. В таком случае промывать детали надо при помощи растворителей.


Хранение
Как показывает практика, подавляющее большинство изъянов, связанных с применением пасты для пайки, объясняется нарушением правил транспортировки, хранения и подготовки рабочего состава.
Всякая паяльная паста включает 2 основных ингредиента — металл и флюс, которые имеют различную плотность. Именно поэтому в отдельных составах незначительный объем флюса начинает выделяться и приподнимается над поверхностью самой пасты. В условиях чрезмерного нагрева выделение флюса многократно усиливается, и это резко ухудшает реологические характеристики состава – в результате паста растекается не так, как нужно. Это означает, что паяльную пасту следует защищать от повышенных температур и принудительно нагревать перед использованием.
Резко ухудшает качество любой пасты влага. Дело в том, что состав пасты для пайки отличается гигроскопичностью, то есть имеет свойство впитывать воду, даже из окружающей среды. При этом влага приводит к окислению шариков припоя ещё до оплавления либо же значительно повышает скорость его окисления в процессе оплавления. В условиях повышенной влажности флюс не до конца очищает спаиваемые поверхности и не обеспечивает необходимого уровня смачиваемости.
Кроме того, повышенная влажность и действие воды могут стать причиной таких дефектов пайки, как формирование перемычек, закипание флюса либо снижение времени клейкости пасты.
Пасту после длительного хранения нужно корректно подготовить к работе. Наносить её в холодном виде не рекомендуется — если открыть состав в тот момент, когда его температура будет ниже, чем температура конденсации того помещения, в котором проводятся работы, то на поверхности состава сразу же образуется конденсат. Он вызывает закипание и сильное разбрызгивание флюса, смещение деталей и многие технологические дефекты. Чтобы избежать этих неприятных проблем, пасту перед нанесением нужно нагреть. Однако делать это нужно естественным путем без использования нагревательного прибора — обычно на это уходит 4-6 часов. До тех пор, пока паста в полном объеме не прогреется до уровня комнатной температуры, не стоит снимать герметичную крышку, открывать и перемешивать состав. Если вы сделаете это, то паста будет однородной и в принципе пригодной к применению.
После того как паста прогреется до оптимального уровня температуры, следует быстро и очень осторожно перемешать её лопаткой. Делать это нужно строго в одном направлении на протяжении пары-тройки минут, таким образом можно добиться равномерного перемешивания всех составных компонентов
Не стоит мешать её чересчур интенсивно или делать это дольше указанного времени — в противном случае такие действия повлекут понижение вязкости состава для пайки и, как следствие, к ее сползанию.
О том, как правильно паять паяльной пастой, смотрите в следующем видео.
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
- Порошкообразный припой. Чаще всего подбираются сплавы на основе серебра, свинца или олова. Наибольшее распространение имеют пасты бессвинцового типа.
- Обезжиривающий припой.
- Связующие элементы. Они облегчают фиксацию элементов на поверхности плат. Чем больше размеры платы, тем более вязкой консистенцией должна обладать паста для пайки.
- Вспомогательные ингредиенты и активаторы.
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C. В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца. В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
- недопущение формирования шариков и разбрызгивания;
- высокая клеящая способность;
- стойкость к растеканию при первичном нагреве;
- отсутствие остаточного флюса;
- максимальный срок хранения.
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Использовать
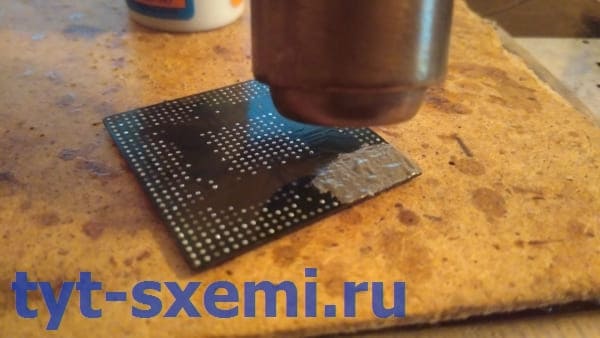
Паяльная паста, нанесенная на печатную плату
Паяльная паста обычно используется в процессе трафаретной печати на принтере для паяльной пасты, при котором паста наносится на маску из нержавеющей стали или полиэстера для создания желаемого рисунка на печатной плате . Паста может быть нанесена пневматически , путем переноса контактов (когда сетка контактов погружается в паяльную пасту и затем наносится на плату) или путем струйной печати (когда паста выбрасывается на контактные площадки через сопла, как в струйном принтере ). .
Помимо формирования самого паяного соединения, носитель пасты / флюс должен иметь достаточную липкость, чтобы удерживать компоненты, пока сборка проходит через различные производственные процессы, возможно, перемещаясь по фабрике.
За печатью следует полный процесс пайки оплавлением .
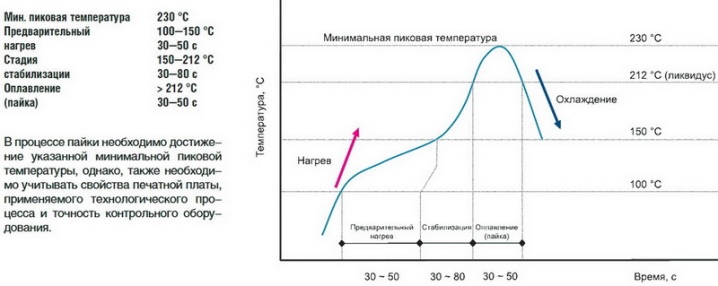
Производитель пасты порекомендует подходящий профиль температуры оплавления в соответствии с индивидуальной пастой. Основное требование — плавное повышение температуры, чтобы предотвратить взрывное расширение (которое может вызвать «комкование припоя»), но при этом активировать флюс. После этого припой плавится. Время в этой области известно как время выше ликвидуса . По истечении этого времени требуется достаточно быстрый период охлаждения.
Для хорошего паяного соединения необходимо использовать соответствующее количество паяльной пасты. Слишком много пасты может привести к короткому замыканию; слишком мало может привести к плохому электрическому соединению или физической прочности. Хотя паяльная паста обычно содержит около 90% металла в твердых телах по весу, объем паяного соединения составляет лишь половину объема нанесенной паяльной пасты. Это связано с наличием в пасте флюса и других неметаллических агентов, а также с более низкой плотностью металлических частиц, взвешенных в пасте, по сравнению с окончательным твердым сплавом.
Как и в случае со всеми флюсами, используемыми в электронике, оставленные остатки могут быть вредными для схемы, и существуют стандарты (например, J-std, JIS, IPC) для измерения безопасности оставленных остатков.
В большинстве стран паяльные пасты без очистки являются наиболее распространенными; в Соединенных Штатах широко распространены водорастворимые пасты (требующие обязательной очистки).
Обзор видов
Паяльные пасты можно классифицировать по ряду признаков.
По флюсу
Существуют три основные разновидности флюсов в составе паст для выполнения пайки:
- водосмываемые;
- канифольные;
- безотмывочные.
Канифольная подгруппа флюсов традиционно представлена неактивированными, а также умеренно активированными и активированными композициями. Наименьшую активность проявляют те флюсы, которые не подвергались процедуре активации.

Наиболее востребованы флюсы со средним уровнем активности — они быстро и качественно очищают обрабатываемую поверхность, ровным слоем растекаются по ней и при этом смачивают соединяемые друг с другом детали. Однако такие составы нередко вызывают появление ржавчины. Поэтому после выполнения пайки всю рабочую зону необходимо мыть горячей водой или специализированными растворителями.


Водосмываемые флюсы обычно производят на базе органических кислот. Их отличает максимальная активность, они способствуют формированию качественного шва, но при этом требуют максимально тщательного отмывания — сделать это можно обычной горячей водой.

При выполнении работы с флюсами из натуральных и полимерных смол отмывания не требуется даже в том случае, если после выполнения пайки на поверхности деталей можно заметить остатки — это никак не повредит изделию, остаток не будет проводить ток, он отличается стойкостью к окислительным процессам. А если вы все же хотите его отмыть, для этого стоит воспользоваться растворителем.


По припою
Припойные компоненты для пайки обычно представлены эвтектическими сплавами из свинца и олова, удельный вес которого составляет порядка 62-63%, они могут выполняться с примесью серебра либо вовсе без него. В редких случаях припой представлен полностью бессвинцовыми сплавами из олова, удельный вес которого 95-96%. Как правило, в него добавляют серебро, которое, в свою очередь, может иметь добавки меди либо не иметь их.


По температуре
Технико-эксплуатационные параметры паяльной пасты основываются на её химическом составе, она и определяет такие базовые параметры, как пластичность, прочность, температура плавления и другие. Одним из оснований классификации паст считается уровень нагрева, при котором начинается плавление.
Плавка большей части паст, предназначенных для пайки плат и разъемов, идет при нагреве от 180 до 300 градусов — это низкотемпературная пайка. Кроме того, в промышленности выпускаются пасты, предназначенные для проведения высокотемпературной пайки — в этом случае уровень нагрева превышает порог 550-600 градусов и может достигать даже 1000-1100 градусов. В качестве базы такой пасты берут серебро, в неё может входить фосфор, а также германий, кремний или цинк.
Как самому сделать паяльную пасту
Необъятные просторы страны и сложные климатические условия приводят к тому, что иногда расходные материалы для паяния проще изготовить самостоятельно, чем попасть на ближайший рынок или в специализированный магазин.
В домашних условиях можно сделать не все, но паяльная паста в этом плане исключение. Имея самые доступные компоненты, ее вполне удастся изготовить своими руками.
Необходимые свойства

Важными являются следующие свойства:
- устойчивость к окислению;
- гомогенное состояние;
- отсутствие склонности к расслаиванию;
- приемлемая вязкость;
- достаточная клейкость;
- легкость удаления остатков;
- исключение разбрызгивания при пайке;
- отсутствие негативного влияния на детали;
- хорошая растворимость в традиционно применяемых жидкостях.

На растительных маслах

Увеличить активность такой паяльной пасты можно прибавлением хлорида аммония. Концентрацию добавки варьируют от 5 % до 10 %. Некоторые домашние умельцы считают необходимым ввести в паяльную смесь еще солянокислый анилин.
При выполнении тонкой работы хорошо зарекомендовала себя паяльная флюсовая паста, сделанная дома своими руками из самых доступных средств. Нужно взять 100 г обычного растительного масла.
Желательно использовать рафинированный продукт. Он очищен от примесей, не будет вспенивать паяльную пасту при повышении температуры. Понадобится еще 300 г чистого говяжьего жира. Лучше взять перетопленный жир, не содержащих примесей волокон и мышечных тканей.
Основной компонент самодельной паяльной пасты канифоль. Ее понадобится 500 г. Все это нужно соединить в фарфоровой чашке, аккуратно перемешать, нагревая до полного расплавления.
В однородную смесь нужно всыпать 100 г тонкоизмельченного хлорида аммония, перемешивая до растворения. Горячую паяльную пасту, сделанную своими руками, следует сразу поместить в банку для последующего хранения. Оставлять состав в чашке не рекомендуется.
На минеральном масле

Мелкие детали удобно паять с помощью самодельной флюсовой пасты из двух компонентов. Для ее приготовления своими руками следует взять любое минеральное масло (продукт переработки нефти) в количестве 900 г.
Оно не должно содержать примесей кислотного характера. В масло нужно постепенно ввести 100 г хлорида аммония, растирая смесь до однородного состояния. Готовый продукт сразу поместите в закрывающуюся емкость.
Некоторым мастерам нравятся в работе вязкие растворы. Для таких ситуаций рекомендуется хлористый аммоний в указанной пропорции растворить в керосине.
Для лужения

Рекомендуется взять мелкоизмельченный порошок олова без всяких крупных частичек, припой-третник и разбавить смесь глицерином. Тщательно перемешивая и регулируя количество глицерина, можно получить пастообразную массу требуемой консистенции.
Иногда вместо глицерина и припоя к пылевидному олову добавляют готовый глицериновый флюс.
Важные технические характеристики
Если вас интересует вопрос, какую паяльную пасту выбрать, то необходимо обратить внимание на физико-химические свойства смеси. Они зависят от наличия связующих компонентов, влияющих на консистенцию, клеящие параметры, уровень адгезии.

К таким свойствам относят:
- состав элементов – присутствие или отсутствие свинца, наличие легирующих добавок;
- величина припойных частиц по IliS;
- форма частичек, что влияет на возможности дозировки;
- вязкость, влияющая на технологию нанесения – потребность в дозаторе или трафарете;
- уровень паяемости, определяемый окисленностью и загрязненностью припойных частиц.
Если безотмывочные пасты не вызывают коррозии, то водосмывные способны вызвать такие процессы на месте пайки, поскольку включают в себя некоторые органические компоненты.

Разновидности
На рынке широко представлена продукция лучших производителей паяльной пасты под брендами Qualitek, UNIVERSAL, Felder, HERAEUS, ALPHA и т.д. Вся ассортиментная линейка может делиться на группы по видам:
- По химическому составу флюса – галогенсодержащие и без галогенов.
- По потребности в отмывании – требующие обработки и не требующие. Пасты первого вида могут отмываться водой (водорастворимые) или специальными жидкостями.
- В зависимости от припоя – содержащие свинец и бессвинцовые.
- По температуре – низко, средне и высокотемпературные.
Если паста не смывается водой, то в ее составе присутствует канифоль. В таком случае промывать детали надо при помощи растворителей.


